Plaquita de torneado

Parámetros a tener en cuenta
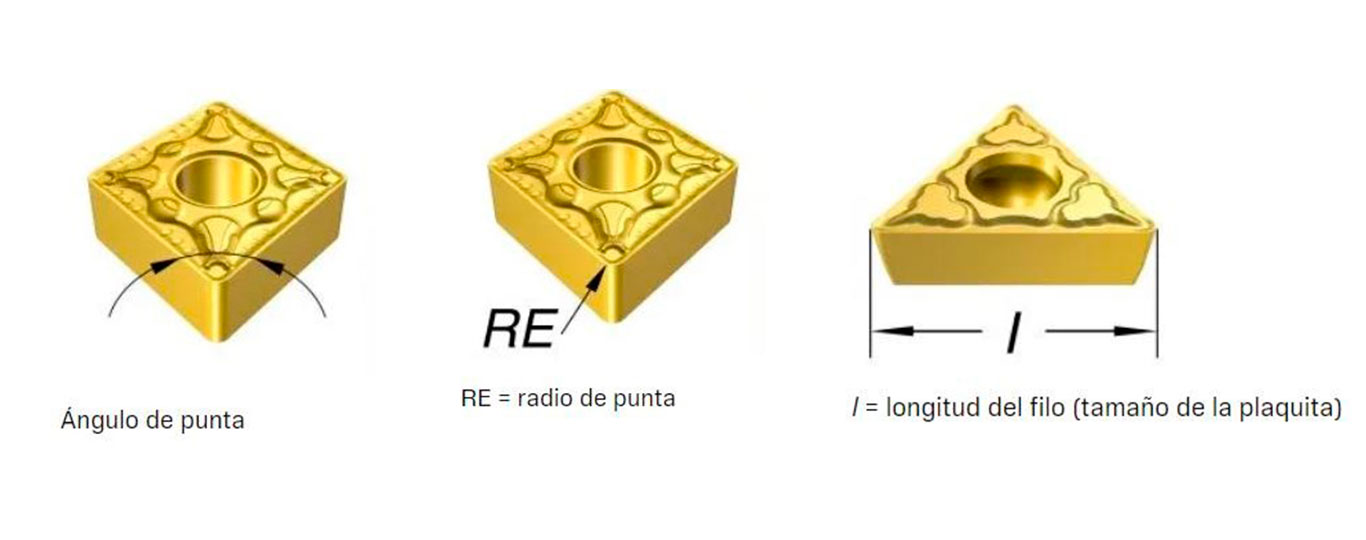
Debes tener en cuenta muchos parámetros a la hora de seleccionar una plaquita de torneado. Selecciona cuidadosamente la geometría, la calidad, la forma (ángulo del punta), el tamaño, el radio de punta y el ángulo de posición (inclinación) de la plaquita para alcanzar un buen control de virutas y rendimiento de mecanizado.
- Selecciona la geometría de la plaquita en función de la operación elegida como, por ejemplo,
- Selecciona el ángulo de punta de la plaquita más grande posible para obtener una mayor resistencia y
- Selecciona el tamaño de la plaquita en función de la profundidad de
- Selecciona el radio de punta más grande posible para obtener una plaquita más
- Selecciona un radio de punta más reducido si existe tendencia a la vibración.
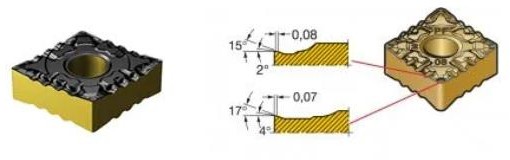
Geometría de la plaquita
Desbaste
Combinaciones de gran profundidad de corte y velocidad de avance. Operaciones que precisan la mayor seguridad del filo posible
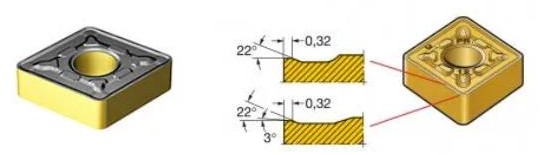
Medio
Operaciones intermedias y de desbaste ligero. Amplia gama de combinaciones de profundidad de corte y velocidad de avance
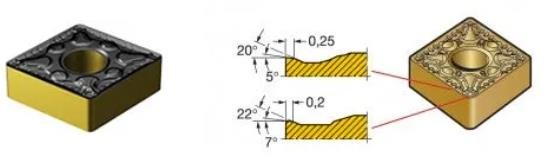
Acabado
Operaciones con profundidades de corte ligeras y velocidades de avance reducidas. Operaciones que requieren fuerzas de corte bajas
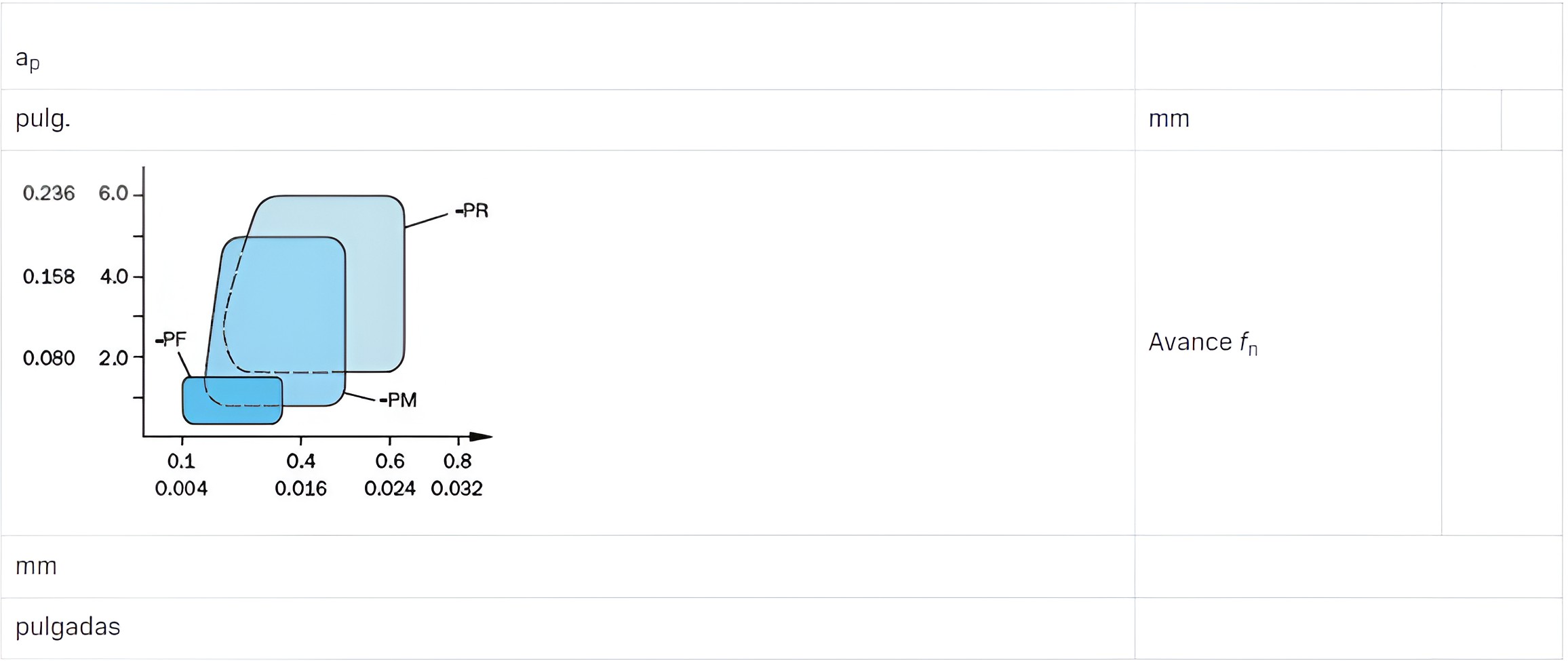
Profundidad de corte y avances
Calidad de la plaquita
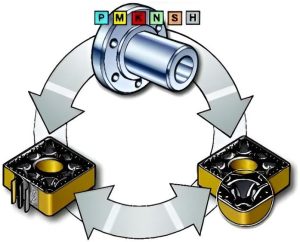
La elección de la calidad de la plaquita se basa principalmente en los siguientes factores:
- Material de la pieza (ISO P, M, K, N, S, H)
- Tipo de operación (acabado, mecanizado medio, desbaste)
- Condiciones de mecanizado (buenas, intermedias, difíciles)
Es importante destacar que la geometría de la plaquita y su calidad trabajan en conjunto. Por ejemplo, la tenacidad de una determinada calidad puede compensar la menor resistencia de una geometría específica de la plaquita.
Forma de la plaquita
La forma de la plaquita debe elegirse en función de la accesibilidad del ángulo de posición requerido para la herramienta. Para asegurar la resistencia y fiabilidad de la plaquita, se recomienda optar por el ángulo de punta más grande posible. Sin embargo, es importante equilibrar este factor con la variedad de cortes a realizar.
- Un ángulo de punta grande proporciona mayor resistencia, pero demanda más potencia de la máquina y puede aumentar la tendencia a la vibración.
- Un ángulo de punta reducido es menos resistente y presenta menos empañamiento del filo, lo que lo hace más sensible a los efectos del calor.

Tamaño de la plaquita
Selecciona el tamaño de la plaquita según las necesidades específicas de la aplicación y el espacio disponible para la herramienta de corte.
- Un tamaño de plaquita mayor proporciona mayor estabilidad; para operaciones de mecanizado pesado, se suele utilizar un tamaño superior a IC 25 mm (1 pulgada).
- Para operaciones de acabado, generalmente se puede optar por un tamaño más pequeño.
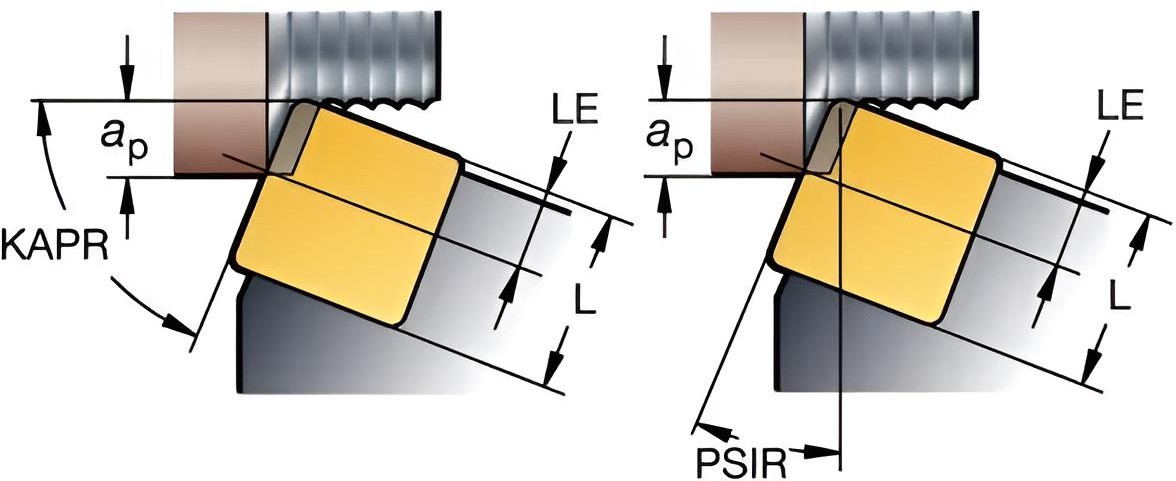
Como elegir el tamaño
- Determine la profundidad máxima de corte (ap).
- Calcule la longitud de corte necesaria (LE), considerando el ángulo de entrada del portaherramientas, la profundidad de corte (ap) y las especificaciones de la máquina.
- Seleccione la longitud del filo (L) y el tamaño de la plaquita (IC) en función de la longitud de corte (LE) y la profundidad de corte (ap)
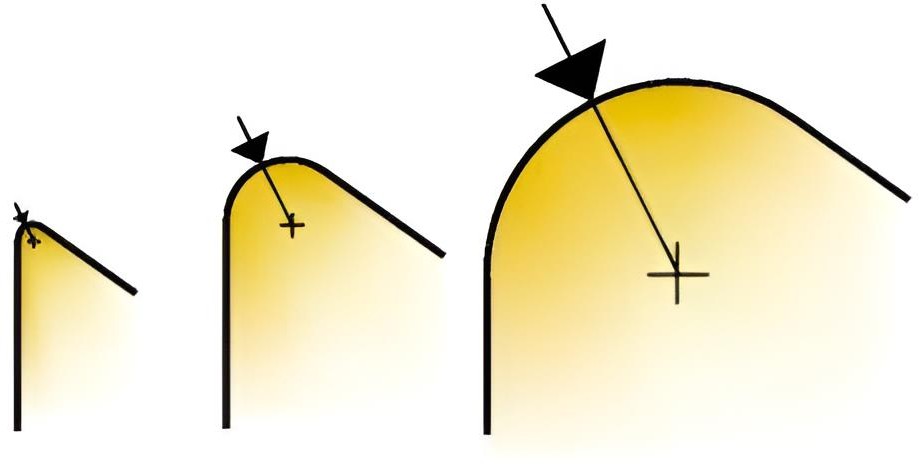
Radio de la punta
El radio de la punta, RE, es un aspecto crucial en las operaciones de torneado. Las plaquitas vienen con diferentes tamaños de radio de punta. Su elección depende de la profundidad de corte y el avance, y afecta el acabado superficial, la rotura de la viruta y la durabilidad de la plaquita.
Radio de punta pequeño
- Ideal para una profundidad de corte reducida
- Reduce la vibración
- Filo débil
- Por lo general mejor rotura de la viruta
Radio de punta grande
- Velocidades de avance grandes
- Grandes profundidades de corte
- Gran seguridad del filo Mayores fuerzas radiales
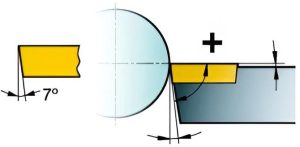
Tipo de plaquita
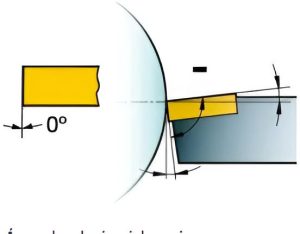
Una plaquita negativa presenta un ángulo de 90° (ángulo de incidencia de 0°), mientras que una plaquita positiva presenta un ángulo inferior a 90° (ángulo de incidencia de 7°, por ejemplo). En la ilustración de la plaquita negativa se muestra la plaquita montada e inclinada en el portaplaquitas. A continuación se indican algunas características de ambos tipos de plaquita:
Plaquita de torneado positiva
- De una sola cara
- Fuerzas de corte bajas
- Incidencia lateral
- Primera elección para torneado interior y torneado exterior de piezas finas
Plaquita de torneado negativa
- De dos caras y/o de una sola cara
- Gran resistencia del filo
- Incidencia cero
- Primera elección para torneado exterior
- Condiciones de mecanizado pesado
¿Quieres aprender más sobre programación CNC en torno con sistema ISO?
🎯 ¡Tenemos lo que necesitas! Si buscas dominar la programación CNC en torno utilizando el estándar ISO, te presentamos nuestro nuevo eBook , una guía práctica y completa que te llevará desde los conceptos básicos hasta técnicas avanzadas de mecanizado.
💻 ¿Qué encontrarás en este eBook?
✔️ Explicaciones detalladas de los códigos G y M específicos para tornos.
✔️ Ejemplos prácticos para que aprendas a programar paso a paso.
✔️ Consejos profesionales para optimizar tus procesos y evitar errores comunes.
📥 Descárgalo ahora y empieza a mejorar tus habilidades en CNC. Haz clic en el enlace a continuación para obtener tu copia:
🔗 Descargar eBook : Programación en Torno CNC con Sistema ISO
🚀 ¡Empieza hoy mismo y lleva tus proyectos CNC al siguiente nivel!